







 鋁管母線
鋁管母線
管形導體是空芯導體,集膚效應系數小,且有利于提高電暈的起始電壓。戶外配電裝置使用管形導體,具有占地面積小、架構簡明、布置清晰等優點。
1執行標準:YS/T454-2003鋁及鋁合金導體
2產品牌號:3A2160636R051060
3產品狀態:H18T10T6T6511
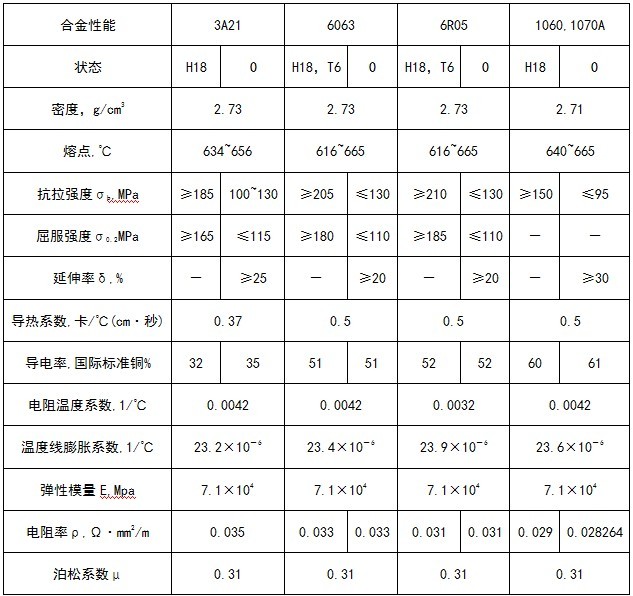
4室溫物理和力學性能
5鋁管母線常用計算數據

6鋁管母線載流量(基準環境溫度+25℃)
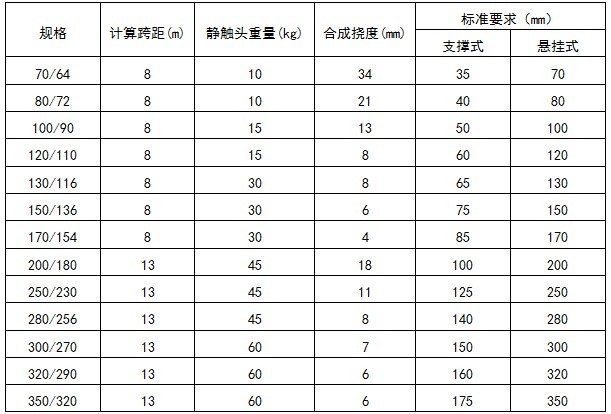
7撓度計算數據(以6063T6型號為例)
8安裝使用說明
管型導體一般焊接后架空安裝,采用的管母線金具固定,由于在焊接后接頭處的強度有所降低(約為母材的65%),為避免架空后接頭處在使用中發生彎曲,接頭處內部應用襯管進行加固,兩架空支柱(或懸掛點)之間焊接頭不應多于兩個,常用鋁及鋁合金管焊接方法如下:
氬弧焊,氬弧焊接是在氬氣保護下,用直流焊接電源,通過焊絲(或焊條)做為電極,使它與工件產生電弧,以焊絲(或焊條)和工件接口進行焊接,它的優點是熱量集中,電弧穩定、熔化金屬既能得到氬氣的良好保護避免氧化,又能將熔化金屬表面的氧化膜通過氬弧予以清除,因此既能獲得缺陷較少又純凈的焊縫,又能較易掌握施焊技術且能進行全位置焊接。
1對氬氣的要求
氬氣的純度要控制在99.9%以上,其中雜質氧小于0.005%以下,氫0.005%以下,水份0.02mg/L以下,氮0.015%以下。氧、氮增多均惡化陰極霧化作用。氧超過0.3%則使鎢極燒損加劇,超過0.1%氧則使焊縫表面無光澤或發黑,氮超過0.05%熔池的流動性變壞,焊接表面成形不良。
2接頭形式
接頭處圖形及尺寸
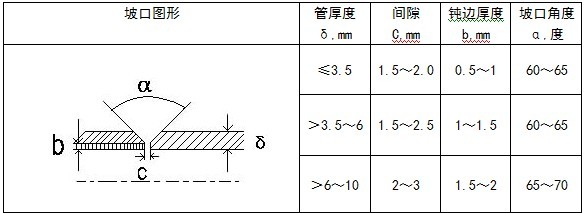
3焊接要求
為使管型導體固定、減少變形,焊接順序應為先點焊,使主管固定,以減少接頭處彎曲,點焊以對稱進行為宜,氬氣流量一般取30~50L/min
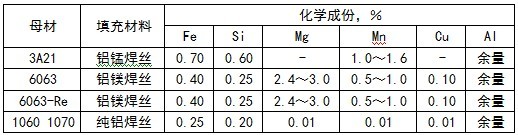
4焊絲(或焊條)成份
5接頭強度系數














